Acrylic Tooling Cost: Why CNC Has No Mold Fees
The tooling line on a plastics quote can run $2,000 to $100,000 before a single part exists. Custom acrylic fabrication never writes that line — and the reason changes how you order.
Key Takeaways
- Custom acrylic products are CNC- and laser-cut from sheet, not injection molded — so the $2,000-$100,000 mold that dominates molded-plastic startup cost simply never exists on the quote.
- The cost classes are different, not just the amounts: a mold is a physical asset you pay for before part one, while CNC setup is programming and jig time that amortizes invisibly into the unit price.
- Injection molding still wins on very high volumes of one identical part — the mold's fixed cost divides toward zero past tens of thousands of units — but display-scale acrylic products rarely reach that math.
- Zero tooling changes buyer behavior: design revisions cost a program update instead of a re-cut mold, a 50-piece MOQ is economically real, and reorders carry no amortization debt.
- The legitimate one-time charges on a custom acrylic quote are small and named: a custom Pantone color match runs $200-300 once per color, and sample fees are stated up front. A 'mold fee' on a flat-sheet product is a line to question.
On this page
- The quote line that isn’t there
- Where tooling cost comes from in molded plastics
- How CNC and laser cutting replace the mold
- The two cost structures, side by side
- When injection molding actually wins
- What zero tooling means for the way you order
- Reading a quote: one-time charges that are legitimate
- Getting a zero-tooling quote
The quote line that isn’t there
Every buyer who has sourced molded plastic expects a tooling line on the quote — and its absence on a custom acrylic quote is not a discount, a promotion, or a rounding decision. Acrylic tooling cost is zero because the products are CNC- and laser-cut from sheet: there is no mold to build.
Acrylic tooling cost, where it exists at all in the plastics industry, is the one-time charge for the physical tool — an injection mold, a die, a forming buck — that shapes molten or heated plastic into parts. It’s a real and unavoidable cost class for molded products. Custom acrylic fabrication sits in a different cost class entirely: the part’s geometry lives in a CAD file, a CNC router or laser cutter executes that file directly on cast acrylic sheet, and the “tool” is a digital program that costs nothing to store and little to change.
I’ve watched this single line item distort sourcing decisions for 18+ years. Buyers arrive assuming custom means five figures before the first part, because that’s what custom meant the last time they commissioned a molded housing. Others assume our zero-tooling quote hides the fee somewhere in the unit price, and ask where the catch is. The catch is that there isn’t one — but understanding why requires seeing where tooling cost comes from in the first place, and that’s where this guide starts.
Where tooling cost comes from in molded plastics
Injection molding concentrates cost at the front: a machined aluminum mold for a mid-volume run typically costs $2,000-$5,000, and complex steel production molds run from $5,000 past $100,000 — payable before the first part exists, with weeks of machining lead time on top.
Nothing about those numbers is dishonest; they’re the physics of the process. An injection mold is a precision-machined block of metal containing a negative cavity of your part, built to lock, fill with molten plastic at high pressure, cool, and eject — thousands upon thousands of times. Published industry figures put simple 3D-printed molds near $100, machined aluminum molds at $2,000-$5,000 for runs of roughly 1,000-5,000 units, and multi-cavity steel production molds anywhere from $5,000 to $100,000 or more.1 The mold also takes time to exist — figure weeks from design to first shot for machined tooling — and every geometry revision afterward means re-machining metal.
The mold generates second-order costs that quotes rarely itemize. Someone owns it, and mold-ownership disputes between buyers and factories are a well-worn sourcing horror story. Someone stores and maintains it. And the mold is a bet on the design being final: change a wall angle after tooling and the invoice reopens. For a stable consumer product selling in the hundreds of thousands, all of this amortizes beautifully. For a 500-piece retail display program that will be redesigned next season, it’s a tax on every decision.
How CNC and laser cutting replace the mold
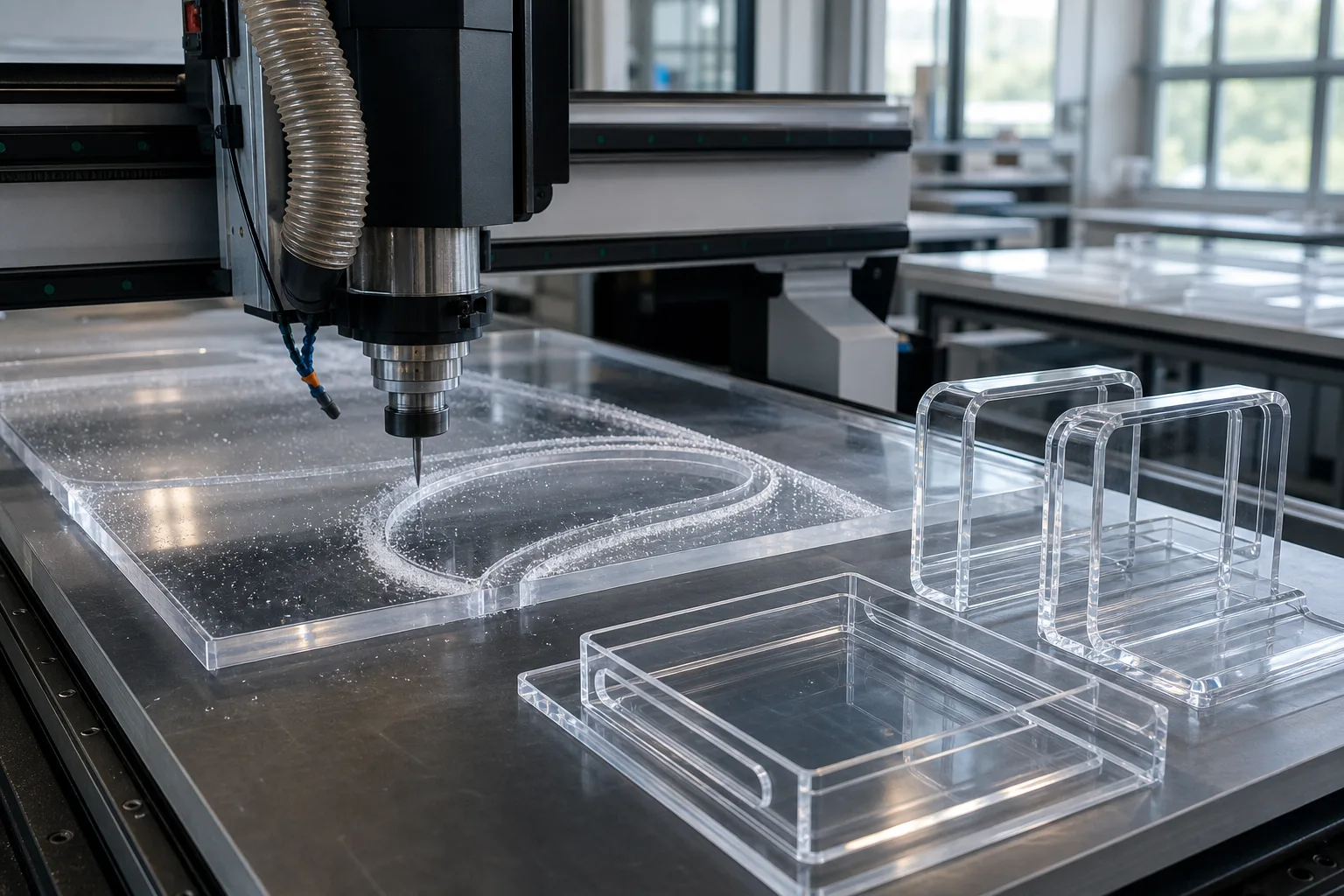
Sheet fabrication inverts the model: a CNC router or laser cutter reads the part geometry straight from the digital file and cuts it from cast acrylic sheet, holding machining tolerances of about ±0.1mm. The upfront asset a mold represents simply has no equivalent — the toolpath is software.
Here is what actually happens between an approved drawing and a finished part when I walk the process on our floor. An engineer converts the drawing into toolpaths — cutting sequences, feed rates, tab positions. A cut test on scrap validates the program. For multi-part or bent products, operators prep simple jigs and fixtures that hold parts consistently through bonding or line-bending. Then the run starts, and CNC machining holds typical tolerances around ±0.1mm on cut features2 — display-product precision without any metal tool being machined.
Honesty requires the distinction between tooling and setup. Zero tooling does not mean zero preparation: programming time, cut tests, and jig prep are real hours, and on Wetop quotes they are absorbed into unit pricing, which is why per-piece cost falls as quantity rises — the same hours spread over more parts. The difference from a mold is one of kind, not degree: setup is measured in hours and revised in hours, while a mold is measured in thousands of dollars and revised in weeks. The one place our process touches anything mold-like is thermoforming — a deep-drawn dome or formed tray needs a simple forming buck — and when a design calls for one, it appears on the quote as a named, explained line, an order of magnitude below injection tooling. The cutting-method tradeoffs themselves — when we route versus when we laser-cut — are covered in our CNC vs laser cutting guide.
The two cost structures, side by side
The comparison is fixed-versus-variable, not one process undercutting the other: molding buys an expensive asset that drives each part’s unit cost down, while CNC fabrication skips the asset and pays slightly more per part. Which structure wins is purely a function of quantity and design stability.
| Cost factor | CNC / laser-cut acrylic | Injection molded plastic |
|---|---|---|
| Upfront tooling | $0 — geometry is a digital program | ~$2,000-$5,000 aluminum; $5,000-$100,000+ steel |
| Time before first part | Days (program + cut test + sample) | Weeks (mold design + machining + trials) |
| Design revision cost | Program update; new proof sample | Re-machine or replace the mold |
| Per-unit cost at volume | Flat — machine time per part | Falls steeply as mold amortizes |
| Economic minimum order | 50 pieces is viable | Thousands, to justify the mold |
| Asset ownership issues | None — no physical tool | Mold ownership, storage, maintenance |
Read the chart left of the crossing and the argument makes itself. At 500 units — a typical retail display or gift program — the molded route in this illustration has spent $3,500 to CNC’s $1,500, and the mold still isn’t half paid back. The volume-pricing behavior of real acrylic programs, from 100 pieces to 10,000, is mapped in our custom acrylic display cost guide.
When injection molding actually wins
Past tens of thousands of identical units of one stable design, molding wins and it isn’t close: the mold’s fixed cost divides toward zero and each molded part comes out in seconds. If your product is a small commodity part at six-figure annual volume, mold it — and I say that as a factory that doesn’t sell molds.
The conditions are specific, though, and worth stating precisely: one geometry, frozen for the tool’s life; volume high enough to divide the mold into irrelevance; and a part small enough to mold economically. Miss any one and the structure flips back. In my 18+ years quoting against molded alternatives, the miss is usually design stability: a display that revises every season pays for its mold repeatedly. A program that needs 50-500 units per SKU never amortizes. And a 60cm-wide display panel is a monster to mold but an ordinary morning for a CNC bed — large flat geometry is exactly what sheet fabrication is for.
There’s also a material truth underneath the process choice. Cast acrylic sheet — the optically clear, polishable grade that display and premium box work demands — is made as sheet and fabricated as sheet. Molded “acrylic-look” parts typically trade away the glass-clear edges and diamond-polished finish that make the product read as premium. So for the display, box, tray, frame, and award categories we build, the zero-tooling route isn’t just the leaner cost structure at program volume — it’s the one that produces the correct part.
What zero tooling means for the way you order
Zero acrylic tooling cost isn’t an accounting curiosity — it changes buyer behavior in three concrete ways: revisions cost days instead of tooling invoices, small programs are economically real, and reorders carry no amortization debt.
Revisions cost a program, not a mold. When a buyer comes back after the proof stage — the shelf is actually 12mm shallower, marketing changed the logo lockup — the change is an updated cutting file and a fresh proof, not re-machined steel. The approval loop still gates production: revised dimensions or artwork mean a new proof photo or sample sign-off before we cut in volume, because a wrong program executed 500 times is still 500 wrong parts. But the gate costs days, not a tooling invoice. I’ve had buyers apologize for a third revision as though they owed us a mold charge; the honest answer is that iteration is the process working as designed.
A 50-piece MOQ is real, not nominal. Our minimum of 50 pieces per design exists because setup hours need a reasonable run to absorb them — not because a five-figure tool demands thousands of units. That’s what makes test programs, boutique rollouts, and per-store customization viable, and it’s the economics behind everything on our custom acrylic boxes page and across our acrylic displays range. Samples in 3-5 days and production in 15-20 days follow from the same fact — nobody is waiting on mold machining.
Reorders start at zero debt. With molding, the reorder question is whether the mold still exists, who has it, and what its remaining life is. With sheet fabrication, your cutting programs and jigs sit in our files, and a repeat run starts from the approved spec — how we archive and reuse those programs is documented in our repeat-order tooling library guide. One OEM buyer has run the same precision component program with us across multiple reorders on exactly this footing — the full story is in the custom acrylic component OEM precision run case study.
Reading a quote: one-time charges that are legitimate
A clean custom acrylic quote has few one-time lines, and every one should name what it buys: a Pantone color match at $200-300 once per color, sample fees stated up front, and occasionally a fixture line on complex assemblies. A generic “mold fee” on a flat-sheet product deserves a direct question.
The Pantone charge is the most common and the most legitimate. Matching a brand color in acrylic means sourcing or custom-running tinted sheet against your color standard — real material work, done once, after which every order in that color rides on it. Sample fees are equally straightforward: you’re buying a real unit of your real product before committing to 50 or 5,000, and the fee is visible before you say yes. Thermoforming bucks, where a formed geometry genuinely requires one, appear named and explained.
What that leaves is the red-flag pattern: a “tooling” or “mold” line with no named tool on a product that is plainly cut from sheet. Sometimes it’s a translation artifact for setup cost — recoverable with one clarifying question. Sometimes it’s padding. Either way, the question to ask any fabricator, us included, is the one this whole guide equips you to ask: what physical thing does this line item buy, and who owns it afterward? A factory with a real answer will give it in one sentence.
Getting a zero-tooling quote
Send a drawing, a reference photo, or even a sketch with dimensions and quantity, and you’ll have a quote within 24 hours — with no tooling line on it. Samples ship in 3-5 days, production runs 15-20 days, and every design revision along the way costs a proof, not a mold.
The full menu of what can be customized without tooling — size, shape, color, thickness, finish, printing, engraving — is on our customization page, including how setup amortizes across quantity tiers. If you’re comparing us against a molded quote for the same product, send both specs and say so: we’ll tell you honestly which side of the break-even your volume sits on, because a buyer who molds the right product at the right volume comes back to cut the next one with us.
Footnotes
-
How Much Does Injection Molding Cost? — Formlabs — manufacturing-industry cost guide showing 3D-printed molds from about $100, machined aluminum molds at roughly $2,000-$5,000 for 1,000-5,000 unit runs, and complex steel production molds ranging from $5,000 past $100,000 — the tooling figures this guide cites for injection molding’s fixed costs. ↩
-
How to design parts for CNC machining — Hubs (Protolabs Network) — CNC engineering reference listing typical machining tolerances of ±0.1mm, supporting the precision claim for digitally programmed cutting without physical tooling. ↩
Frequently Asked Questions
Why is there no tooling fee for custom acrylic products?
Because nothing is molded. Custom acrylic displays, boxes, and trays are cut from cast acrylic sheet by CNC routers and laser cutters driven by a digital program, then polished, bent, and bonded. The geometry lives in a file, not in a machined steel or aluminum tool — so there is no mold to pay for, wait on, or store.
How much does an injection mold cost compared to CNC setup?
Published industry figures put machined aluminum molds at roughly $2,000-$5,000 for mid-volume runs and steel production molds anywhere from $5,000 past $100,000, with weeks of lead time before the first part. CNC setup for an acrylic product — programming, cut tests, jig prep — is a fraction of that and is absorbed into unit pricing rather than billed as a separate asset.
When does injection molding cost less than CNC cutting?
At high volumes of one unchanging part. Once a mold exists, molded parts come out faster and at a lower per-unit cost than machined ones, so past tens of thousands of identical units the mold's fixed cost divides down to pennies per part. Below that volume — where most custom display, box, and tray programs live — the mold never pays itself back.
Do design changes on a custom acrylic order require new tooling?
No. A dimension or artwork revision means an updated cutting program and, at most, a revised jig — not a re-machined mold. The practical gate is the proof stage: revised drawings and final artwork are confirmed, a new sample or proof photo is approved, and production proceeds. That approval loop protects the timeline, but it does not add a tooling charge.
What one-time fees are normal on a custom acrylic quote?
Very few, and they should be named. A custom Pantone color match is $200-300 one time per color. Samples are quoted up front and ship in 3-5 days. Complex assemblies may carry a stated setup line for fixtures. What should not appear is a generic 'mold fee' or 'tooling fee' on a product cut from flat sheet — ask what physical tool the money buys.
Have specs in hand? Get a quote for your specific project.
Send us your drawings, reference photos, or a description of what you're making. We reply within 24 hours with a material recommendation, thickness, fabrication method, and a per-unit quote.