Case Study · Consumer Electronics · SEA + ANZ + ME
1,800 Anti-Theft Phone Display Stands for a 1,200-Door Carrier Program
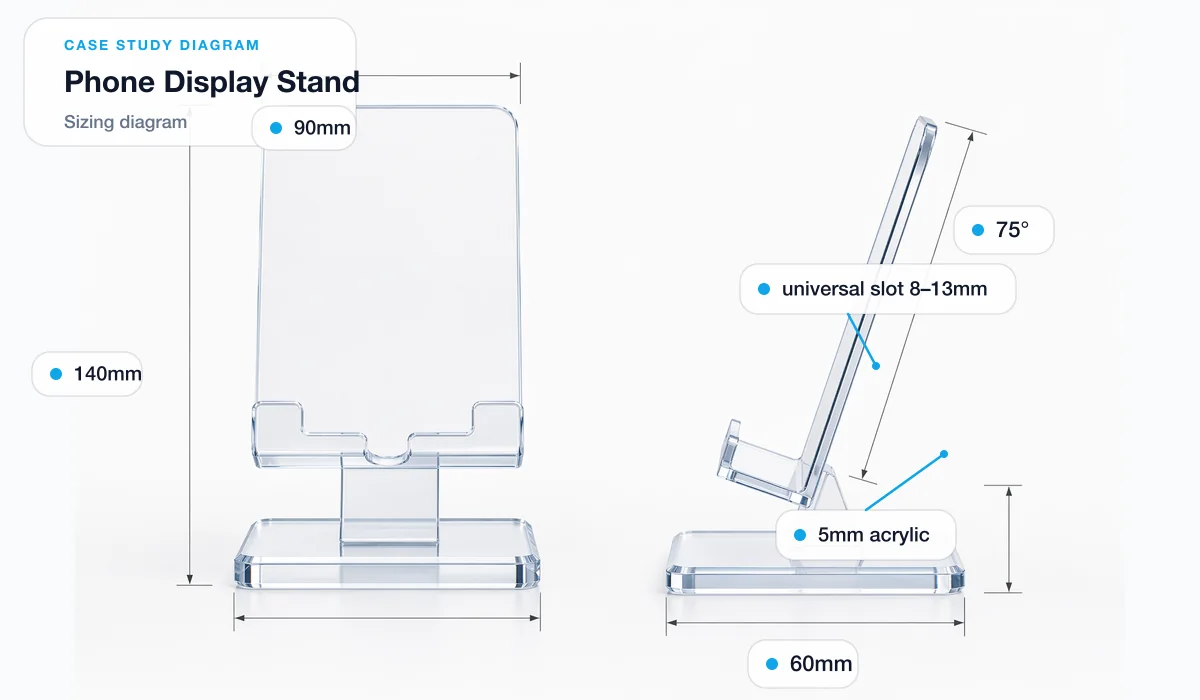
An Asia-Pacific smartphone brand needed a single phone display stand to cover three flagship form factors across 1,200 carrier stores in Southeast Asia, ANZ, and the Middle East — with a hidden anti-theft cable channel, an interchangeable spec card, and a finish that stayed consistent across production runs. We shipped 1,800 units in 30 production days at a 0.3% defect rate. Four months later, a +640-unit reorder added a fourth slot for a tablet launch.

- units shipped
- 1,800
- production time
- 30 days
- defect rate
- 0.3%
- Phase 2 reorder
- +640
Key Takeaways
- A single phone display stand SKU covered three form factors (6.1" · 6.7" · 7.6" fold) by decoupling the device-back wedge from the base platform — cut tooling spread by two-thirds versus a per-device SKU approach.
- Anti-theft cable routed through a recessed 4 mm channel CNC-cut into the base underside — invisible from the shopper side, passes a 120 N pull test for 5 seconds without cable exposure or base lift.
- Device-back support wedge set at 12° viewing angle, calibrated to a 95 cm carrier-store counter and a 170 cm average shopper eyeline. Held ±0.5° tolerance across 1,800 units.
- Satin-matte finish on all outer surfaces instead of gloss — reduced fingerprint visibility under 1,200-lux retail spotlights without adding haze to the spec card window.
- 1,800 units shipped in 30 production days at 0.3% defect rate; Phase 2 added a 4th tablet form factor and turned in 16 days on a +640-unit reorder.
The Challenge
The brand's carrier-store demo program had grown faster than the fixtures could keep up. Across 1,200 doors in three regions, each country team had been sourcing its own retail phone display locally — some with security cables zip-tied down the back of a plastic base, some with no anti-theft at all, some with a printed sticker where the spec card should sit. Shoppers walking between two carrier stores in the same city could see two different versions of the same product, lit and mounted differently.
Global brand wanted one secure phone display — a single acrylic phone stand built at factory with a hidden anti-theft cable path, a swappable spec card, and a finish consistent enough that batch-to-batch variance didn't show at the shelf. Four constraints made it non-trivial:
- Three form factors, one mobile store fixture. A 6.1" bar phone, a 6.7" bar phone, and a 7.6" folding phone all had to demo from the same base. Three separate SKUs meant three sets of tooling, three forecast lines, and three chances for stores to pick the wrong one.
- Anti-theft cable had to disappear. Cables taped to the back of a base read as cheap and signal to shoppers that the device is low-trust. The carrier merchandising team wanted the cable routed through the fixture so a shopper looking at the front saw only product.
- Spec card had to swap without tools. Carrier pricing and plan bundles change monthly. Store staff — not a merchandising team — do the swap, so a 5-second push-fit was the target, not a back-plate with screws.
- 1,200 stores, zero batch variance tolerance. The global brand team audits doors quarterly. Two units from two production runs sitting side-by-side in a flagship can't show a visible color or finish difference — or the program gets paused while the factory re-qualifies.
Our Approach
We proposed a modular phone display stand built on one base platform, with the device-back wedge as the only part that varied by form factor. That decision — made in the first DFM call, before any CAD — is what let the program run on a single SKU across three phones and later absorb a fourth without retooling.
One phone display stand base, three back-support wedges
The base platform is identical across all units: a 15 mm cast acrylic slab with the recessed cable channel, spec-card slot, and silicone anti-skid pads all referenced off the same tooling. The device-back wedge — the part that cradles the phone at 12° — is a separate 10 mm piece cut to match each form factor's footprint and back curvature. One base SKU, three wedge inserts, one assembly operation that bonds the correct wedge to the base.
This is what made the Phase 2 reorder fast. When the brand team added a 7-inch tablet slot for a new launch, we cut a fourth wedge against the existing base tooling and shipped in 16 days — no new base qualification, no new color match against the master sample. The carrier-store phone display stand program absorbed a fourth form factor on roughly a third of the original lead time.
Recessed cable channel — the anti-theft piece that disappears
The anti-theft display stand requirement had to deliver on two reads: visually invisible from the front and physically secure when a shopper pulls. We CNC-routed a 4 mm-deep channel into the underside of the 15 mm base. The security cable enters at the device-mount point on top, drops through a counter-sunk pass-through, runs along the underside channel, and exits at the back edge into the counter's cable management. From a shopper's standing eyeline, the cable isn't visible — not even the exit point, because the back lip of the base overhangs it by 8 mm.
Security came from two things working together: the pass-through has a chamfered steel collar bonded into the acrylic (epoxy + mechanical interlock, not just adhesive), and the cable is anchored behind the device's own tether plate. A pull test at 120 N held for 5 seconds leaves no cable exposure, no base lift, and no visible stress whitening at the pass-through — we ran this test on every 20th unit before packing.
| Cable strategy | Shopper-side visibility | Pull-test retention |
|---|---|---|
| Cable taped to base (legacy) | Fully visible, reads as "demo" | Fails at ~40 N (tape peels) |
| Cable through base with plastic grommet | Visible grommet on top surface | Passes 80 N, grommet spins over time |
| Recessed channel + chamfered steel collar | Invisible from standing eyeline | Passes 120 N × 5 s, no lift or whitening |
Push-fit spec card slot at the front face
The front face of the base has a 2 mm slot sized to an acetate insert — 85 × 54 mm, same dimensions as a credit card so print shops already have the bleed templates. The insert friction-fits into the slot in roughly 5 seconds. We cycle-tested the slot to 1,000 insertions: no measurable widening, no edge chipping, no acetate abrasion marks on the slot walls. Carrier staff can swap the spec card on every pricing update without tools and without taking the phone demo unit off the counter.
Satin-matte finish, not gloss
Gloss acrylic reads as premium in product photography and poorly in a carrier store. Under the 1,200-lux spot lighting common in telco retail, a gloss base collects fingerprints from every shopper who picks the phone up — and by mid-afternoon the base looks unclean. We specified a satin-matte finish on all outer surfaces: the micro-texture scatters fingerprint oils enough that prints don't catch highlights. The spec card window stayed at a higher clarity — hand flame-polished only, no satin — so the printed card behind it reads sharp.
For the inter-batch match, we pulled a physical master sample at the start of production and measured every fifth subsequent batch against it under D65 daylight. Phase 1's full run held within ΔE 1.2, under our ≤ 1.5 spec and tight enough that two units from different batches sitting side-by-side on a carrier counter don't show a visible difference to the brand team's quarterly audit.
The Results
First Phase 1 shipment cleared pre-shipment inspection at 0.3% defect rate. The anti-theft pull test — 120 N held for 5 seconds — passed on 100% of the audit sample, with no cable exposure, no base lift, and no visible stress whitening at the pass-through collar. All 1,200 stores received allocation within the planned regional roll-out windows.
The Phase 2 reorder is the result that matters most. A +640-unit extension four months in — with a fourth form factor added to the same base platform — proved the modular approach was worth the up-front DFM time. Because the base tooling and color master stayed unchanged, we didn't re-qualify anything; the only new work was the tablet wedge cut and a 50-unit pilot run that ran at the same ΔE tolerance as Phase 1.
"Nobody else could hide the cable without making the stand look like a security device. The batch matched our master sample more closely than our internal paint line does, and Phase 2 turned around in about two weeks from sign-off."
What This Means for Your Project
Two decisions drive the economics of any multi-form-factor phone display stand program at carrier scale.
Modularize the variable part, not the common part. If you have 3+ devices sharing a demo fixture, spec a single base SKU and vary only the device-side insert. The base carries most of the tooling cost, most of the finishing cost, and all of the inter-batch color match risk — holding it constant across form factors is where the savings compound. A per-device SKU looks tidy on a spec sheet and is roughly three times more expensive to keep consistent across a 1,200-store footprint.
Design the anti-theft path at the CAD stage, not the install stage. Retrofitted cable management — zip ties, adhesive channels, external grommets — is visible to shoppers and fails the pull test early. A CNC-routed channel on the underside adds a few dollars per unit at Phase 1 quantity and zero incremental cost per unit after tooling is paid. For a secure phone display that has to hold up under daily shopper interaction, the channel pays back inside the first batch.
For carrier-retail rollouts above ~500 units, also budget extra sample time for finish selection under actual store lighting. A satin-matte that looks dull on a desk can look exactly right under 1,200-lux spots; a gloss that looks premium on the desk collects fingerprints by mid-afternoon. Pick the finish in the store, not the showroom.
Planning a phone display stand rollout for your carrier stores?
Send us your device list (even photos are fine), your anti-theft spec, and your store count — we'll come back with a DFM review, a modular base + wedge recommendation, and a quote.
Sample in 10–12 days · Production in 25–30 days · Single-unit pilot with anti-theft pull test on request