Case Study · Luxury & Jewelry · European Union
520 Bespoke Printed Acrylic Trays for a Luxury Fragrance House
A European luxury fragrance house wanted a bespoke printed acrylic tray that could carry a signature illustration into in-store consultations across 35+ flagship boutiques in Paris, Milan, London and beyond. We delivered 520 reverse-printed, diamond-polished trays in 28 production days at a 0.2% defect rate. Mid-run, they added 180 units across 2 additional artwork SKUs for Phase 2.

- units shipped
- 520
- production time
- 28 days
- defect rate
- 0.2%
- Phase 2 reorder
- +180
Key Takeaways
- Reverse-side UV printing on 5 mm clear cast acrylic preserves the depth of a signature illustration — the artwork sits under the surface instead of on top, so daily wipe-downs never touch the ink.
- Color fidelity held to ΔE ≤ 2.0 against the supplied Pantone chart across the full 520-unit run, verified on every 50th unit under D65 daylight.
- A 3 mm CNC-routed micro-bevel plus hand diamond-polished edge gives the tray a jewel-like perimeter without the chip risk of a sharp 90° edge.
- 520 bespoke units delivered to 35+ EU flagship boutiques in 28 production days with a 0.2% defect rate; Phase 2 added 180 units across 2 new artwork SKUs mid-run.
- Four silicone feet prevent marble and lacquered-wood counter damage, a non-negotiable requirement in luxury retail environments.
The Challenge
The client is a European fragrance house whose flagship boutiques run personalized consultations — a sales associate walks a customer through a scent family, then presents three to five bottles on a tray for the final selection. For years the tray was a plain lacquered-wood piece. Marketing wanted to turn it into a brand surface: a bespoke acrylic tray carrying the house's signature illustration — the same artwork used on the packaging — but rendered with enough fidelity to read as a luxury object rather than a printed prop.
Three constraints made this harder than a normal hotel amenity tray order:
- Artwork fidelity. The illustration has six distinct color stops, including two muted neutrals the client's previous supplier kept collapsing into a single flat tone. They wanted each color held within a ΔE ≤ 2.0 tolerance against the supplied Pantone chart.
- Edge and surface quality in a luxury environment. Trays sit on marble and lacquered-wood counters for hours. Any rough edge, any visible saw mark, any printed surface that can scuff under a bottle base would be rejected at in-store QC.
- A hard 28-day production window. The rollout had to land in 35+ flagship boutiques ahead of a seasonal campaign. Artwork color-matching rounds usually push lead time; we had to absorb them inside the 28 days, not on top of them.
Our Approach
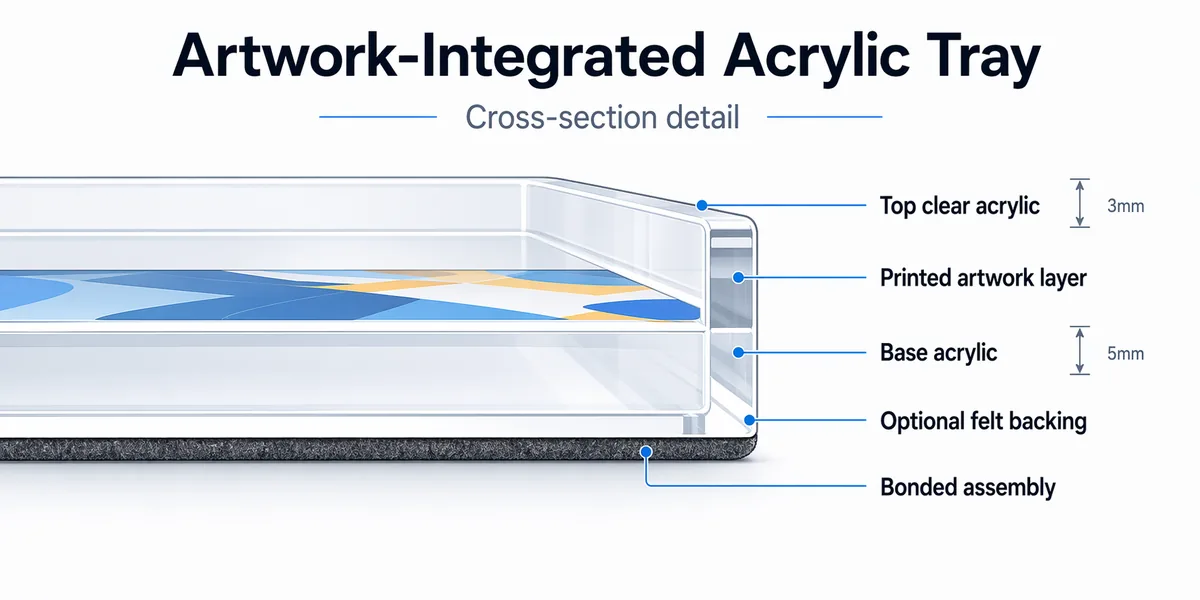
We proposed a four-part construction that separates the artwork from every surface a hand or a bottle would touch. The result reads as a single clean acrylic object, but each layer does a specific job — and no layer is asked to do two.
Reverse-side UV-printed acrylic tray — artwork under the surface
The core decision was reverse-side UV printing on 5 mm clear cast acrylic. Instead of printing the artwork on the top face where a bottle would sit on it, we print it on the underside of the base — the customer sees the illustration through the clear acrylic. Two benefits:
- The acrylic itself acts as a protective lens. Daily wipe-downs with a microfiber and a mild spray never touch the ink. Over months of in-store use, a reverse-printed uv printed acrylic tray looks identical to the day it shipped.
- The clear layer above the ink adds about 1 mm of optical depth. The illustration feels set into the object rather than sitting on it — closer to a lacquered paper label than a printed surface.
Six-color match against the supplied Pantone chart
We ran three proofing rounds before committing the main batch. Each round printed a single sample tray under production conditions, then compared every color stop against the client's Pantone chart under D65 daylight with a handheld spectrophotometer. Round one caught two colors drifting toward green; round two fixed those but pulled the warm neutral too cold; round three held within ΔE ≤ 2.0 across all six colors. Only then did we print the full 520-unit run, on a single ink-batch, on a single day — so batch-to-batch drift was eliminated at the source.
| Approach | Color fidelity | Surface durability | Luxury-retail fit |
|---|---|---|---|
| Surface UV print (top face) | Good on day 1 | Scuffs under bottle bases within weeks | Low — visibly wears |
| Printed paper insert under glass | Excellent | High if sealed, but reads as "packaging" | Medium |
| Reverse-side UV on cast acrylic | ΔE ≤ 2.0 held on 520 units | Ink is never touched | High — reads as single object |
CNC-routed tray with a 3 mm micro-bevel, then diamond-polished
A luxury acrylic tray lives or dies on the edge. A sharp 90° cut looks cheap and chips the first time it taps a marble counter. A heavy chamfer looks industrial. We CNC-routed the tray profile with a 3 mm micro-bevel — small enough to stay architectural, large enough to remove the chip risk. Every piece then went through hand diamond-polishing under 10× loupe inspection. At that polish level the edge refracts light like cut glass, which is the detail that moves the piece from "printed tray" into "object".
Four silicone feet, not adhesive pads
The last layer is invisible but matters. Four silicone feet, press-fit into blind holes on the underside, lift the tray 1.5 mm off the counter. Adhesive felt pads would have been faster to apply but they collect oil from fragrance testers and peel within weeks. Press-fit silicone survives cleaning solvents and doesn't mark marble or lacquered wood — both common counter materials in the target boutiques.
The Results
Phase 1 shipped on day 28 of production with a 0.2% defect rate on pre-shipment inspection — 1 tray rejected out of 520 on a near-imperceptible edge haze in one corner. The other 519 units cleared QC on color, edge clarity, and foot seating. Every 50th unit was pulled for full inspection under 10× loupe; no systemic defects surfaced.
The mid-run Phase 2 reorder is the result that says the most. Two weeks into production the marketing team approved two additional artwork SKUs — a limited-edition holiday illustration and a regional Milan variant — and asked whether we could absorb them without pushing the Phase 1 delivery date. We ran the two new artwork proofs in parallel with the Phase 1 main run, reusing the already-calibrated ink formulas where colors overlapped. Phase 2's 180 units shipped 19 days after Phase 1, with the same ΔE ≤ 2.0 tolerance held.
"Our previous supplier flattened a six-color illustration into what looked like four. This run held the full palette within our creative team's tolerance, and the reverse-print means the trays in our Paris flagship still look the way they did on day one."
What This Means for Your Project
If you're sourcing an acrylic serving tray with artwork for a luxury-retail or hospitality rollout, the two decisions that most affect how the finished piece reads are print placement (top surface vs reverse side) and edge treatment (saw cut vs CNC micro-bevel with hand polish). These aren't cost line items you can value-engineer away without the object stepping down a price tier. A luxury acrylic tray is judged within two seconds of a customer picking it up; both decisions are visible inside that window.
The other decision is the Pantone proofing cadence. For a single-color tray, one round is usually enough. For a multi-color illustration, plan for three rounds inside your lead time — not bolted on after. We've seen buyers treat proofing as a pre-production step to fit in before the purchase order; that's how four-week projects become ten-week projects. Building the color-match rounds inside the 28-day production window is what let us hold the seasonal campaign date on this program, and it's the pattern we recommend for any printed acrylic tray program with a fixed launch deadline.
Planning a printed acrylic tray program for your boutiques?
Send us your artwork file, your Pantone chart, and your boutique count — we'll come back with a DFM review, a proofing schedule, and a quote.
Color proofing in 5–8 days · Production in 20–28 days · Single-unit sample on request