Case Study · Prestige Beauty · Europe
Luxury Cosmetic Organizers with Velvet Inserts for a Prestige Beauty Brand
A glass perfume bottle placed onto hard acrylic makes a small, hollow clack. On a properly-fit velvet insert, it lands silently. For a European prestige beauty brand's SS25 line, we shipped 2,400 luxury cosmetic organizers — cast acrylic shells with brand-dyed velvet seats, 2 SKUs, 0.3% defect rate. The client added a second SKU mid-run after approving the first sample.

- units shipped
- 2,400
- production time
- 25 days
- die-cut tolerance
- ±0.3 mm
- added mid-run
- +1 SKU
Key Takeaways
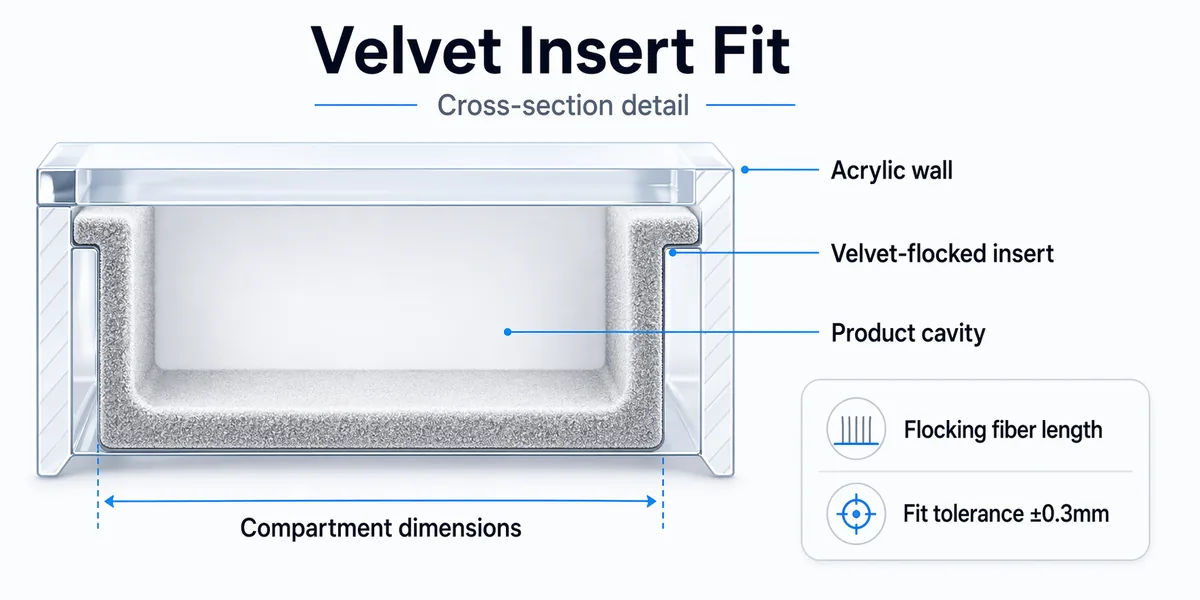
- Velvet insert tolerance ±0.3 mm — tighter and the velvet can't be seated by hand; looser and visible gaps appear between the fabric edge and the acrylic wall.
- Precision die-cutting (not scissor-cut) keeps all four edges square and prevents fray that shows up after one month of counter use.
- Brand-dyed velvet from a European textile mill matches the client's packaging palette within ΔE ≤ 2.5 — sourced against a Pantone reference, not off stock velvet rolls.
- UV-printed logo on the acrylic outer wall, 3 pt thickness, frosted finish — readable at arm's length but doesn't compete with the product inside.
- 2,400 units delivered in 25 production days with a 0.3% defect rate; client added a second SKU after approving the first sample.
The Challenge
Clear acrylic has a branding problem in prestige beauty. The same material that makes a product visible on the shelf also carries associations with drugstore acrylic cosmetic organizers and bulk retail bins. When the client briefed us on their luxury cosmetic organizer, their concern wasn't what the tray was — it was what it signaled when a customer picked up a €340 serum next to it. The reference cue they kept using was velvet-lined jewelry tray, not plastic makeup bin.
Three constraints shaped the build:
- Product protection. The client's range included glass perfume atomizers and mirror-backed compacts. A bare acrylic floor scratches polished glass within the first 20 placements on a counter tester; a hairline scratch on a €280 compact is a refund.
- Minimalist brand identity. No embossed logos, no large vinyl. The house's design language is understated — the tray had to frame the product, not compete with it.
- Retail + PR in one spec. The tray had to work as a cosmetic counter display in department stores and as an acrylic vanity organizer shipped to top VIP customers as a loyalty gift. One piece, two contexts, same physical object.
Our Approach
We built the luxury cosmetic organizer around the product, not the other way around. That meant spending a full week on the velvet seat geometry before cutting a single sheet of acrylic.
Velvet seat geometry and ±0.3 mm tolerance
The client's reference was a hand-sewn jewelry-box insert — velvet over a foam core, loosely fitted. That approach doesn't survive a counter environment: the fabric compresses unevenly after 40–50 product placements, the foam yellows under retail lighting, and any misalignment of 2 mm or more shows as a shadow gap at the edge.
We moved to a structured seat: velvet bonded to a 1.2 mm closed-cell foam substrate, die-cut as a single piece, then dropped into a recessed pocket milled into the acrylic base. The target tolerance on the die-cut was ±0.3 mm against the pocket wall — tight enough that the insert seats flush with finger pressure, loose enough that a store associate can replace it without tools.
| Insert method | Fit tolerance | Fray resistance | Look after 3 months on counter |
|---|---|---|---|
| Hand-cut velvet over foam | ±2 mm | Low (cut edges fray within weeks) | Visible gaps, uneven compression |
| Flocked interior (sprayed fiber) | N/A | Medium (high-touch points bald) | Bald patches at compact seat |
| Die-cut velvet on foam substrate | ±0.3 mm | High (sealed edges) | Flush seat, even pile |
Flocking is cheaper but loses pile at the exact points a customer touches most — exactly the opposite of what a luxury piece should do over time.
Brand-dyed velvet from a European mill
Stock velvet comes in maybe 12 colors. None of them matched the client's packaging. We sourced through a European textile mill that runs custom dye lots against a Pantone reference, with a minimum 80 m order — enough to cover both SKUs plus a safety stock for future reorders.
The mill held the final dye to ΔE ≤ 2.5 against the brand's Pantone primary under D65 lighting. We ran a pre-shipment velvet spec check on every bolt before it reached the die-cutter, because velvet dye drifts more than plastic pigment — a variance that looks acceptable under warehouse light can show as a mismatch against the client's packaging under store spots.
Cast acrylic shell, UV-printed logo, micro-bevel interior
The luxury cosmetic organizer's shell is 8 mm cast acrylic (not extruded) — cast holds polish and resists the micro-scratching that extruded acrylic develops within a few months on a retail surface. Every interior edge where the velvet insert meets the acrylic wall is micro-beveled at 0.5 mm. The bevel seats the insert cleanly (no sharp 90° seam for fabric to bunch against) and catches ambient light along the interior perimeter so the product inside looks lit from below.
The logo is UV-printed on the outer wall — 3 pt thickness, frosted rather than glossy. At arm's length on a counter it reads as quietly present; from a meter away it disappears behind the product itself.
The Results
SKU 1 (the counter tester luxury cosmetic organizer) sample approved on the first submission — rare for a velvet-integration project. Two weeks into production, the client added SKU 2 (a VIP vanity organizer with a taller wall and deeper compartments). Same velvet dye lot, same die-cut tolerance, different shell geometry. We kept both SKUs on the same production run to hold color consistency between them.
The air-freight decision is the signal worth calling out. The client had budgeted for ocean; when SKU 2 was added, ocean couldn't meet their SS25 reveal. They chose to air-ship all 2,400 luxury cosmetic organizers rather than compromise the launch. That's a buyer committing to a finished product, not just a shipment.
"The velvet seat is what every buyer picks up first, which is where three previous suppliers had failed us — fray at the edges within a month, or a dye lot that clashed under our store lighting. The first sample here fit flush, and a second SKU mid-run didn't push the deadline."
What This Means for Your Project
If you're specifying a luxury cosmetic organizer — or any prestige-tier POS hardware — the failure points are almost never the acrylic itself. Acrylic is predictable: cut it, polish it, ship it. The failure points live at the interface between materials: where velvet meets acrylic, where fabric meets foam, where a logo meets a brand guideline that won't tolerate a 2 mm misalignment.
Two decisions tend to decide the outcome. First, die-cut the fabric, don't hand-cut it — the cost difference per unit is small; the consistency difference across a production run is enormous. Second, source dyed velvet from a mill that works to Pantone reference, not stock rolls — the brand-match tolerance ceiling is set by the fabric, not the plastic, and if the velvet drifts, the whole piece reads off-brand regardless of how sharp the acrylic is.
For a custom makeup organizer shipped as a PR kit, you can relax some of this. For a counter fixture that a store associate replaces weekly and a VIP customer keeps on a vanity for years, the tolerance envelope needs to be this tight.
Planning a luxury cosmetic organizer rollout?
Send us your packaging reference, a velvet or textile swatch, and your retail context (counter tester, VIP gifting, both). We'll come back with a material recommendation, a fit-tolerance spec, and a quote.
Multi-material projects typically sample in 5–7 days · We can dye a small velvet lot to your Pantone reference before the 80 m mill minimum