---
title: "Specialty Acrylic Finishes — Metallic Gold, Pearlescent, Two-Tone"
description: "Metallic acrylic, pearlescent, and two-tone finishes compared by a factory that runs all three. Pantone tolerance, batch QC, and cost spread spelled out."
category: "Manufacturing"
author: "Dillion Chen"
authorCredential: "Production Manager at Wetop Acrylic — running laser, CNC, polishing, and UV printing lines since 2014, 1,500+ custom projects personally overseen"
datePublished: 2026-05-05
dateModified: 2026-05-05
primaryKeyword: "metallic acrylic"
url: https://wetopacrylic.com/guide/specialty-acrylic-finishes-metallic-pearlescent/
---
## Specialty Acrylic Finishes: The 30-Second Answer {#short-answer}
Metallic acrylic, pearlescent acrylic, and two-tone acrylic are the three specialty finishes that drive premium retail, awards, and branded packaging perception. Metallic comes solid-cast (richer reflectivity, edge-polishable, 35-60% cost premium) or printed (cleaner Pantone, no edge-polish, 15-25% premium). Pearlescent is the hardest finish to hold consistent across batches. Two-tone bonded is the only format that holds color register at 1000+ units.
In 12+ years running our production lines I have watched buyers spec metallic acrylic on the PO without a Pantone code, without a master swatch, and without batch QC language — then ask why their reorder six months later looks visibly different from the original sample. The specialty finish itself is not the problem. The problem is that most metallic acrylic suppliers do not run the per-batch dispersion test, the Pantone register check, and the master-swatch sign-off that hold color register at scale. This guide walks through what actually differs between metallic, pearlescent, and two-tone manufacturing routes, where each one fails at volume, and how to spec the finish so the 1000-unit reorder matches the 100-unit sample.
---
## Specialty Finish Spec Table {#spec-table}
The four specialty finish formats that cover most premium custom work, with the production economics spelled out at the spec level.
### Metallic gold, pearlescent, two-tone bonded, two-tone cast — production specs
| Finish | Cost premium % | Pantone match capability | Volume scale limit | Typical lead time |
|---|---|---|---|---|
| Metallic gold (solid-cast) | 35-60% over plain colored | Delta-E 1.5-3.2 across 100-1000 units | 2000 units before re-cast | 22-28 days |
| Pearlescent (solid-cast) | 40-70% over plain colored | Delta-E 1.4-4.7 batch-to-batch variance | 1500 units before re-cast | 25-32 days |
| Two-tone bonded | 25-45% over base sheet | Delta-E < 2.0 at 1000+ units (each color holds independently) | 5000+ units (laminate scales) | 18-24 days |
| Two-tone solid-cast | 50-80% over plain colored | Delta-E 2.5-5.0 batch-to-batch (pigment interaction) | 800 units before drift | 28-35 days |
The three numbers that matter on this table: cost premium (specialty acrylic finishes are not free), Pantone match capability (delta-E variance under 2.5 is the threshold for visible drift), and volume scale limit (the unit count past which reorder runs require either new tooling or aggressive per-batch QC). Mismatched specs to scale is the single most expensive mistake on a specialty finish RFQ — defaulting to solid-cast two-tone on a 1500-unit retail program means you will see color drift on unit 800, and the rework cost erases the cost premium twice over.
---
## Cast vs Printed Metallic Acrylic — The Dispersion Challenge {#cast-vs-printed}
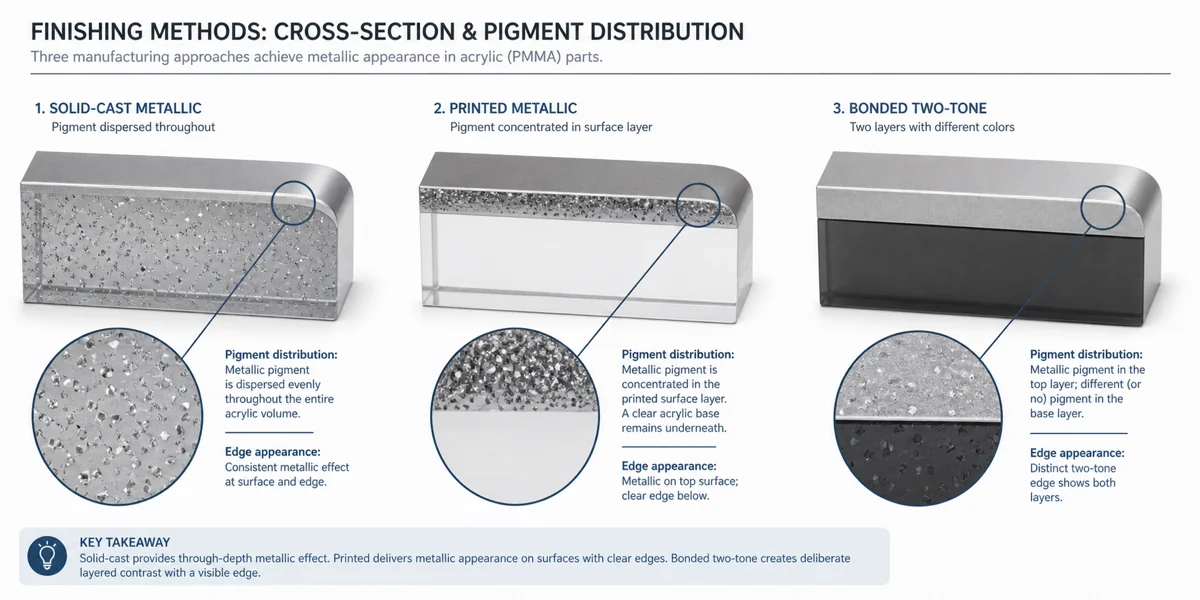
Solid-cast metallic acrylic and printed metallic acrylic produce visually similar results at first glance but behave completely differently under fabrication. Solid-cast metallic is PMMA polymerized with mica and metal-flake pigment dispersed through the sheet body — the metallic property is physical, the sheet edge shows the same reflectivity as the face, and the material flame-polishes and thermoforms predictably. Printed metallic is metallic ink laid onto clear or white PMMA stock with UV-cured printing — the metallic property is a 50-150 micrometer surface layer, the sheet edge shows raw PMMA underneath, and the printed layer cannot survive flame polishing or thermoforming above 80°C.
Three different cross-sections, three different production economies. Solid-cast carries metallic to the edge; printed lays a 50-150 µm ink layer; bonded laminates two cast colors so each holds its Pantone register independently.
The dispersion challenge separates good cast metallic acrylic from bad. The mica and metal-flake pigment must be evenly suspended in the liquid monomer before polymerization — if the pigment settles during the 24-48 hour cure cycle, the finished sheet shows directional banding when viewed at angle. We pull a 50mm sample disc from each metallic acrylic batch before cutting production parts, and reject any disc showing visible banding under angled light. About 1 in 8 incoming metallic gold sheets fails this test on first pour and gets re-mixed and re-cast — a quality cost baked into the 35-60% cost premium over plain colored acrylic.
Printed metallic acrylic flips the tradeoff. The dispersion is handled at the ink-mixing stage by the UV printer manufacturer, so batch consistency is significantly tighter — we typically see delta-E under 1.5 across a 1000-unit run on printed metallic gold versus delta-E up to 3.2 on cast metallic gold at the same scale. The cost is fabrication flexibility: every printed metallic part has to be designed around the no-flame-polish, no-thermoform constraint, which means visible cut edges either get polished mechanically (15-25% labor add) or get hidden behind a frame. For more on the polishing tradeoff, see our guide on [diamond vs flame polishing acrylic](/guide/diamond-vs-flame-polishing-acrylic/) — the technique selection drives whether cast or printed metallic acrylic is the right call.
The three finishing methods produce visually similar surfaces but completely different cross-section construction. Solid-cast disperses pigment through the full sheet body; printed lays a 50-150 micrometer ink layer on the surface; bonded two-tone joins two separately cast colored sheets with optical adhesive.
---
## Pearlescent Pigment — Why Batch Consistency Requires Custom QC {#pearlescent-qc}
Pearlescent acrylic is the hardest specialty finish to keep consistent across production batches. The pigment system is mica platelets coated with titanium dioxide or iron oxide, which produces the pearl-shimmer effect through interference rather than absorption — and interference pigments are notoriously sensitive to platelet orientation, coating thickness, and base-sheet refractive index. A 0.05mm shift in the pearl pigment coating thickness can move the visible hue measurably, which is why two pearlescent batches mixed from the same pigment lot can deliver visibly different sheets if the polymerization conditions vary.
In our 2024 pearlescent batch development log, we tracked delta-E variance across six consecutive batches of pearlescent ivory acrylic for a cosmetics packaging program. Batch 1 set the master swatch at delta-E 0.0 reference. Batches 2 through 6 showed delta-E variance from 1.4 to 4.7 against the master swatch — the highest drift batch (delta-E 4.7) had to be rejected and re-cast because side-by-side comparison against the master showed clear hue shift toward yellow-green. The takeaway from that 6-month iteration: pearlescent acrylic batch consistency requires written delta-E tolerance, a per-batch master-swatch pull, and color-spectrometer verification at the QC stage. Without that protocol the factory will deliver reorders that drift visibly from the original sample, and the buyer absorbs the rework cost.
The QC iteration also taught us why most metallic-acrylic suppliers fail color register at high volumes. Standard cast acrylic suppliers run pearlescent and metallic acrylic as a side-business and do not invest in the spectrometer + master-swatch + per-batch QC protocol that holds delta-E under 2.5 across 1000+ unit scale. The result is pearlescent and metallic gold acrylic specs that look right on the 100-unit pilot and visibly drift on the 1000-unit reorder. For B2B buyers running multi-season retail programs, the spec language matters more than the supplier's marketing photos. Demand the QC protocol in writing on the PO. The pigment chemistry that drives this batch sensitivity is documented in industry color-difference standards, including ASTM D2244 for color difference of plastics[^astm-d2244].
---
## Two-Tone Bonded vs Solid-Cast Options — Design Flexibility {#two-tone}
Two-tone acrylic ships in three real production formats: bonded (two separately cast colored sheets joined with optical adhesive), solid-cast (single-pour with two pigments separated by a divider in the cast cell), and UV-printed gradient (full-color print on clear stock). Each format has a different production economy, color-register behavior, and durability profile — and the choice routinely drives whether a 1000-unit retail program ships clean or ships with visible color drift.
**Bonded two-tone** is the production-proven format for color-critical custom work at 1000+ unit scale. Each colored sheet is cast separately under its own pigment recipe, so the Pantone register of each color is held independently — neither pigment interacts with the other during polymerization. The two sheets are then bonded with a transparent optical adhesive (typically a UV-cured methacrylate resin) at 0.05-0.1mm laminate thickness, which is invisible in the finished part edge. We have shipped bonded two-tone runs above 5000 units with delta-E under 2.0 on each color, because the laminate step scales linearly and the per-batch QC is run on each colored sheet independently rather than on a coupled-pigment system.
**Solid-cast two-tone** delivers richer visual depth (no laminate line, even at close-up) but the production economics break down past about 800 units. The two pigments interact during the 24-48 hour polymerization cycle — boundary diffusion, settling-rate differences, and pigment-pigment chemical interaction combine to produce batch-to-batch delta-E variance from 2.5 to 5.0 on most pigment pairings. For a 1500-unit retail program specifying solid-cast two-tone, expect visible drift around unit 800 unless the factory runs per-batch re-mix and full color-spectrometer verification — at which point the cost has caught up with bonded anyway.
**UV-printed gradient two-tone** is the budget option and the design-flexibility option. Any color transition you can render in CMYK + white underlayer, the UV printer can deliver — soft gradients, color-blocked panels, brand-color combinations that solid-cast cannot produce. The cost per square meter runs roughly 30-50% lower than bonded two-tone. The tradeoffs: the printed layer cannot be edge-polished, the print ages visibly under retail lighting at 18-24 months, and thermoforming above 80°C deforms the print pattern. For short-cycle retail with hidden cut edges, UV-printed two-tone wins on cost. For multi-year retail awards or brand packaging, bonded is the production answer. See our [acrylic cosmetic organizers case study](/case-studies/acrylic-cosmetic-organizers-velvet-inserts/) for bonded two-tone at scale on a brand packaging program.
---
## Pantone-Match Tolerance at Scale — The 100 vs 1000 Unit Shift {#pantone-tolerance}
Pantone tolerance on specialty acrylic finishes is a function of three variables: pigment system stability, per-batch QC discipline, and order quantity. The 100-unit pilot run almost always hits the target color within commercial tolerance because the entire pilot comes from one cast cell, one batch of pigment, and one polymerization cycle. The 1000-unit reorder six months later is a different story — different pigment lot, different polymerization cycle, possibly a different cast cell — and that is where Pantone register fails on most metallic acrylic and pearlescent acrylic programs.
The numbers from our shipping log on metallic gold acrylic make the scale shift concrete. On a 2024 metallic gold cosmetic-display program, we shipped 100-unit pilot, 500-unit production, and 1000-unit reorder cycles against Pantone Plus Series Metallic 871C[^pantone-plus]. With the per-batch master-swatch QC protocol active, delta-E held under 1.5 at the 100-unit pilot, slid to 2.1 at 500 units, and reached 2.7 at 1000 units — within commercial tolerance but close to the visible-drift threshold of 2.5. On a parallel program where the buyer declined the per-batch QC step (to save the 8% cost adder), the same metallic gold ran delta-E 1.5 at 100, 3.4 at 500, and 5.1 at 1000 — visibly drifted by mid-production and rejected on QC inspection of the 1000-unit reorder.
The takeaway: Pantone tolerance does not stay constant with order scale on specialty acrylic finishes. Buyers running multi-season programs need to budget for per-batch QC on metallic acrylic, pearlescent acrylic, and solid-cast two-tone — typically 5-10% of the finish cost premium. The CIE color-difference math behind delta-E is governed by ISO 11664-4[^iso-11664], which sets the standard CIE color specification used in industrial color spectrometers. For a broader take on volume-scale color management, see our guide on [cast vs extruded acrylic](/products/acrylic-blocks/) for material-level color decisions before specialty pigment is added on top.
---
## Cost Spread — When Specialty Finish Actually Pays Off {#cost-spread}
The cost premium for specialty acrylic finishes only pays off when the finish drives buyer perception or brand color match. On internal structural parts, hidden mounting surfaces, behind-graphic backers, or budget signage where the acrylic is not the visual focus, plain colored PMMA at 30-40% of the metallic cost looks identical under normal viewing conditions and saves measurable money. I have watched buyers default-spec metallic gold across an entire fixture build and overpay routinely because the two metallic-finish parts that buyers actually see (the front face and the top crown) carried the perception while the eight metallic backers, brackets, and structural plates added cost without adding any visible value.
The buyer math that holds up is finish-by-part-zone, not finish-by-product. Map each part to one of three zones — primary visual surface (gets the specialty finish), secondary surface (judgment call by viewing geometry), and structural / hidden (gets plain colored or clear PMMA). On a typical retail display the primary zone is 20-30% of surface area, secondary is 20-30%, structural is 40-50%. Spec metallic on the primary zone, evaluate secondary case-by-case, and use plain colored on structural — the finished assembly delivers the same buyer perception at 50-65% of the all-metallic cost. For the base-finish decision that specialty pigment layers on top of, see our guide on [clear vs frosted vs colored acrylic](/guide/clear-vs-frosted-vs-colored-acrylic/).
The companion piece on this topic — for hospitality buyers comparing frosted acrylic against sandblasted glass for ambient finish work — is our [frosted acrylic vs sandblasted glass guide](/guide/frosted-acrylic-vs-sandblasted-glass-hospitality/). Frosted is a base-finish category that often pairs with metallic accents on premium hospitality builds, so the two articles complement each other on a real RFQ.
For specialty acrylic finishes at Wetop, our default protocol on metallic gold, pearlescent, and bonded two-tone work is per-batch master-swatch pull, color-spectrometer verification against the buyer-approved sample, and written delta-E tolerance on the PO. We run all three finishes in-house on our 5,000 m² floor, which is why we hold Pantone register on multi-season programs that other factories drift on by the second reorder. If you want a second opinion on whether the finish payoff justifies the cost premium for your application, [send your RFQ with the part-zone breakdown](/contact?source=specialty-finishes) and I will tell you which parts need specialty acrylic finish and which save 30-50% on plain colored.
## Related guides
- [Is Plexiglass Heat Resistant? Engineering Limits & Real Use-Case Math](/guide/is-plexiglass-heat-resistant-engineering-limits/)
- [Is Plexiglass Heat Resistant? Engineering Limits & Real Use-Case Math](/guide/is-plexiglass-heat-resistant-engineering-limits/)
[^astm-d2244]: [ASTM D2244 — Standard Practice for Calculation of Color Tolerances and Color Differences from Instrumentally Measured Color Coordinates](https://www.astm.org/d2244-22.html) — industry-standard test method referenced for the delta-E batch variance numbers cited in the pearlescent and metallic gold sections.
[^pantone-plus]: [Pantone Plus Series Metallic Coated Guide](https://www.pantone.com/products/graphics/plus-series-metallic-coated) — Pantone reference system for metallic ink and pigment color matching, cited for the Metallic 871C target on the metallic gold cosmetic-display program.
[^iso-11664]: [ISO 11664-4 — Colorimetry Part 4: CIE 1976 L*a*b* Colour Space](https://www.iso.org/standard/74166.html) — international standard governing the CIE color-difference math behind delta-E values reported in industrial color spectrometers.