---
title: "Cast vs Extruded Acrylic: Which Grade Do You Actually Need?"
description: "Cast vs extruded acrylic — process, optical quality, fabrication, and cost compared by a factory that runs both. Spec the right grade before RFQ."
category: "Manufacturing"
author: "Dillion Chen"
authorCredential: "Production Manager at Wetop Acrylic — running laser, CNC, polishing, and UV printing lines since 2014, 1,500+ custom projects personally overseen"
datePublished: 2026-04-21
dateModified: 2026-04-21
primaryKeyword: "cast vs extruded acrylic"
url: https://wetopacrylic.com/guide/cast-vs-extruded-acrylic/
---
## Cast vs Extruded Acrylic: The 30-Second Answer {#short-answer}
For high-clarity custom display work above 6mm thickness, spec cast acrylic. For budget-sensitive applications under 3mm thickness or internal structural parts that won't be seen or laser-cut, spec extruded acrylic. The 3–6mm band is the judgment zone.
In the 3–6mm band, both grades run in production routinely and the choice depends on whether optical clarity, laser-cut edge quality, and chemical resistance drive the project value more than the 20–40% cost savings extruded offers. In 12+ years running Wetop's production floor, I've watched buyers make two consistent mistakes around cast vs extruded acrylic: paying cast prices for extruded material (because the supplier wasn't specific), and paying for cast on projects where extruded would have worked fine (because they didn't know extruded existed). This guide walks through what actually differs between the two grades, where each one is the right spec, and how to make sure you're getting the grade you're paying for.
---
## How Cast and Extruded Acrylic Are Made Differently {#manufacturing}
Cast and extruded acrylic are both PMMA (polymethyl methacrylate), chemically the same polymer, but the manufacturing processes produce materially different sheet properties. Understanding the process difference is the fastest way to understand the downstream property gap.
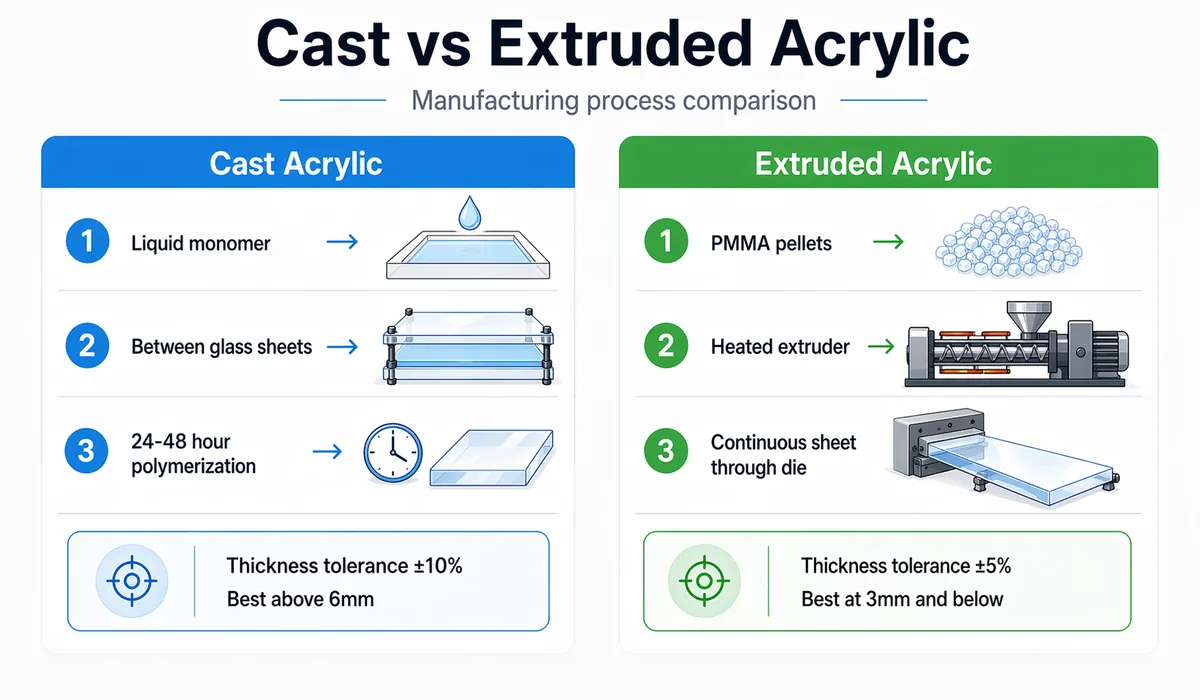
**Cast acrylic manufacturing** starts with liquid methyl methacrylate monomer, which is poured between two polished glass sheets with a gasket seal to contain the liquid. The glass-monomer-glass sandwich goes into a heated water bath where the monomer polymerizes over 24–48 hours, producing a high-molecular-weight PMMA sheet with the polished glass surface finish on both faces. The glass molds are reusable; each mold produces one sheet per cycle. The slow polymerization produces long polymer chains (high molecular weight, typically 1,000,000+ g/mol), which drive cast's optical clarity, chemical resistance, and fabrication behavior. Cast sheets are cut to final dimensions after curing.
**Extruded acrylic manufacturing** starts with solid PMMA pellets, which are fed into a hopper and melted at 250–280°C in a heated extruder barrel. The molten polymer is forced through a flat die into continuous sheet form, then pulled through chilled rollers that set the thickness and surface finish. The process runs continuously — the extruder never stops, and the sheet exits at 1–3 meters per minute. Extruded sheet has lower molecular weight than cast (typically 100,000–300,000 g/mol) because the heat-and-extrude process degrades polymer chains, and the directional extrusion introduces faint grain structure that affects optical properties. Extruded sheet is cut to length as it exits the line.
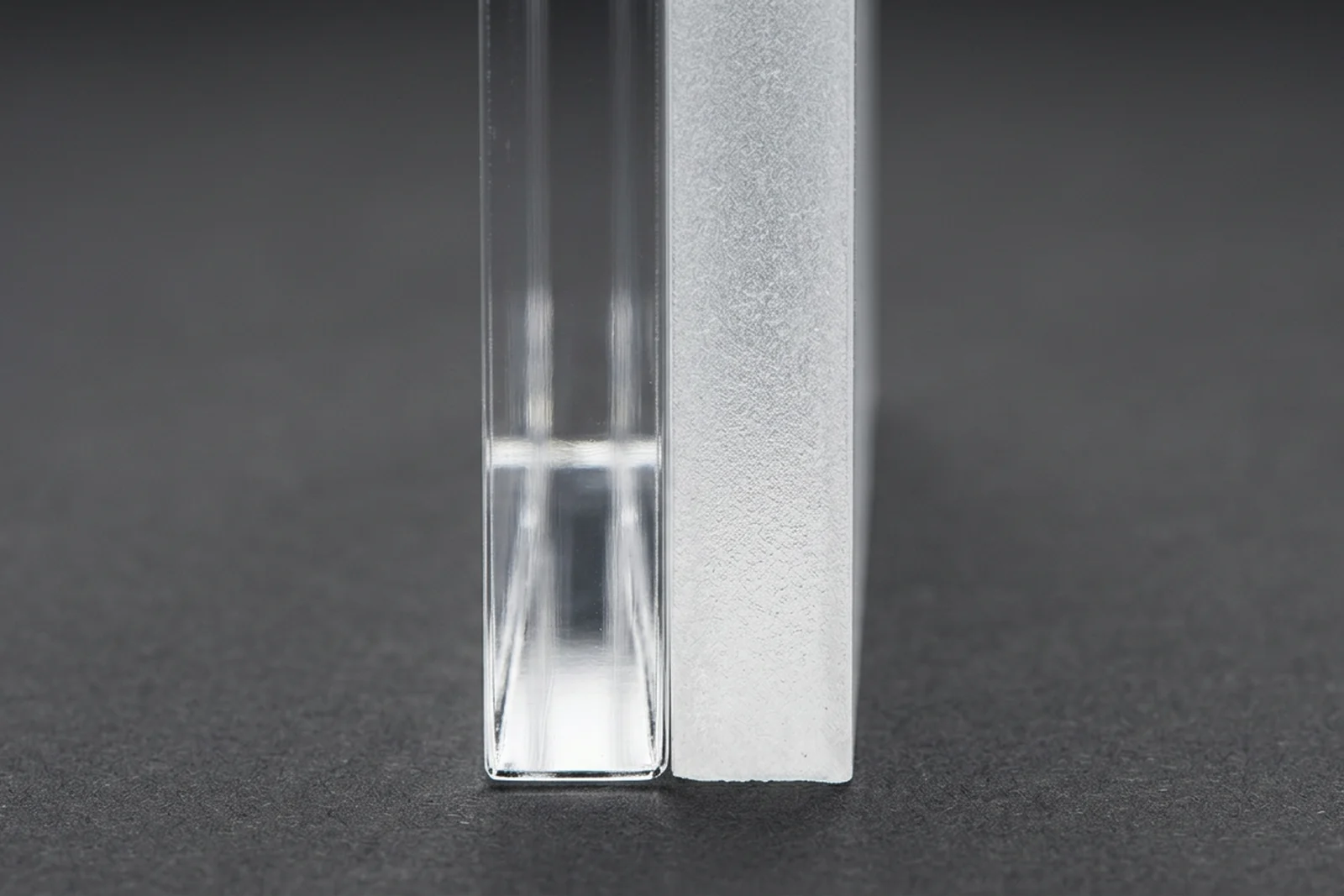
The process difference is why cast and extruded acrylic behave differently in laser cutting, optical clarity, and thickness tolerance.The laser-cut edge tells you everything. Cast acrylic (left) vaporizes cleanly under CO2 laser energy, producing a flame-polished, glass-like edge straight off the machine. Extruded (right) chars and produces a matte, frosted edge that needs secondary polishing for visible-edge work.
---
## Cast vs Extruded: The 7 Specs That Matter {#spec-comparison}
Cast and extruded acrylic differ on seven properties that actually drive project decisions: optical clarity, molecular weight, thickness tolerance, chemical resistance, laser-cutting behavior, thermoforming behavior, and cost. The table below uses published technical data from major cast acrylic manufacturers (Plaskolite, Evonik PLEXIGLAS, Mitsubishi Chemical) and extruded acrylic suppliers.
### Cast vs extruded acrylic: property comparison
| Property | Cast Acrylic | Extruded Acrylic | Winner |
|---|---|---|---|
| Optical haze | <1% | 1–3% | Cast |
| Light transmittance | 90–92% | 88–91% | Cast (slight edge) |
| Molecular weight (Mw) | ~1,000,000+ g/mol | ~100,000–300,000 g/mol | Cast |
| Thickness tolerance | ±10% | ±5% | Extruded |
| Chemical resistance (solvents) | Good | Reduced — crazes under solvents | Cast |
| Laser-cut edge quality | Fire-polished off machine | Matte, frosted, needs polishing | Cast |
| Thermoforming behavior | Predictable, clean | Directional shrinkage, grain reveals | Cast |
| Cost per m² (6mm) | $30–$55 | $20–$38 | Extruded |
The molecular weight gap is what drives most downstream property differences. High molecular weight cast acrylic has longer polymer chains, which means cleaner laser vaporization (fire-polished edges), better resistance to solvent attack (can be bonded with solvent cement without crazing), and more predictable thermoforming behavior. Lower molecular weight extruded acrylic's shorter polymer chains produce cheaper manufacturing economics but at the cost of these fabrication properties. Cast acrylic is documented by manufacturers including [Plaskolite](https://www.plaskolite.com/) and [Evonik's PLEXIGLAS division](https://www.plexiglas.com/), with optical haze and light transmittance measured per [ASTM D1003](https://www.astm.org/d1003-21.html).
---
## Where Cast Acrylic Wins {#cast-wins}
Cast acrylic is the correct spec for any application where optical clarity, laser-cut edge quality, chemical resistance, or thermoforming behavior drives project value. For these use cases, the 20–40% cost premium over extruded is the cost of the right material — not a markup to avoid. In 12+ years running our laser lines, I've watched enough buyers try to save money by switching to extruded on visible-edge parts to know how that ends: secondary polishing labor eats the savings, and the edge quality still falls short of cast.
**High-clarity custom displays and signage.** Display cases, retail fixtures, countertop stands, 3D dimensional letters, backlit panels — any application where the acrylic is the product and optical quality drives buyer perception. Extruded's faint haze is visible in thick panels and under directional lighting; cast's clarity is indistinguishable from optical glass. **Laser-cut components with visible edges.** Any custom shape where the edge is exposed to view — we run cast acrylic through our CO2 lasers at production speed and get fire-polished edges straight off the machine, no secondary polishing required. Extruded lasers cleanly enough for basic rectangular cuts but leaves a matte edge that doesn't pass display-grade quality inspection. For more on edge-finishing options, see our guide on [diamond vs flame polishing acrylic](/guide/diamond-vs-flame-polishing-acrylic/).
**Solvent-bonded assemblies.** Cast acrylic bonds with solvent cement (usually methylene chloride or Weld-On solutions) to form optically clear, load-bearing joints — this is how display cases get invisible corners. Solvent bonding on extruded acrylic tends to craze around the joint, producing visible stress lines that degrade the finished appearance. **Thermoformed shapes.** Curved display cases, domes, vacuum-formed parts, and any compound-curve application — cast thermoforms predictably and cleanly at 160–180°C. Extruded has directional shrinkage that reveals the grain direction after forming, and the lower molecular weight makes the formed parts slightly less dimensionally stable long-term.
**Thick sections (above 6mm).** Extruded's optical haze becomes visually obvious above 6mm thickness — thick extruded panels often look slightly milky or stress-lined, while cast remains glass-clear. For any display above 6mm where the acrylic is viewed through, specify cast. See our [acrylic thickness guide](/guide/acrylic-thickness-guide/) for thickness-to-application guidance. **Outdoor UV-exposed signage.** Both grades can be UV-stabilized, but cast's inherent polymer structure holds up better to prolonged outdoor UV than equivalent extruded in real-world installations we've shipped.
---
## Where Extruded Acrylic Wins {#extruded-wins}
Extruded acrylic is the correct spec for applications where tight thickness tolerance or cost economics matter more than optical clarity or laser-cut edge quality. On our floor I keep extruded stocked specifically for these cases — defaulting everyone to cast would be overkill pricing for jobs that don't need it. Three scenarios where extruded is genuinely the better choice.
**Thin sections below 3mm.** Below 3mm thickness, the optical haze difference between cast and extruded is essentially invisible at normal viewing conditions, and extruded's 20–40% cost savings become meaningful on high-volume orders. Thin protective covers, point-of-sale clear fronts, bulk budget signage: extruded works fine and costs less. **Tight thickness tolerance applications.** Extruded holds ±5% thickness tolerance across the sheet; cast is ±10% or more. For applications with interference fits, mechanical assemblies, or CNC-machined parts where small thickness variation causes assembly issues, extruded is the more consistent material. Machined parts, gasket backers, precision mounts: extruded's consistency pays back the optical quality tradeoff.
**Budget internal structural parts.** Any acrylic part that's painted, laminated, covered with vinyl, or otherwise surface-treated so the raw optical quality doesn't matter — internal fixture reinforcements, backboards, mounting plates, behind-the-graphic structural layers. Extruded carries the load at lower cost without a quality penalty, because the optical properties are hidden under the surface treatment. For cost analysis on custom acrylic projects more broadly, see our [custom POP displays design & cost guide](/guide/custom-pop-displays-design-cost/) — extruded is one of the key cost-saving decisions for budget-sensitive structural elements.
The one caveat for extruded: do not specify extruded for any application that requires laser cutting of visible edges, solvent bonding to form optical joints, or thermoforming into compound curves. These three process gaps are the primary reason factories default to cast for custom visible-edge work.
---
## Common Misconceptions {#misconceptions}
Five misconceptions about cast vs extruded acrylic repeat often enough that they're worth calling out explicitly.
**1. "Cast and extruded are the same material, just named differently."** They're chemically the same PMMA polymer but structurally different materials due to molecular weight and manufacturing process. The property gap is real and measurable. **2. "Extruded is always the budget choice; cast is always the premium choice."** Not universally true. For thin sections below 3mm and for tight-tolerance precision parts, extruded is both cheaper AND more suitable. The "cast is always better" framing is wrong when the application doesn't need cast's specific advantages. **3. "If the supplier says 'acrylic,' they mean cast."** In my experience, the default assumption should be extruded unless the supplier specifies cast in writing with an MTR. Many suppliers quote generic "acrylic" and fulfill with extruded because it's cheaper to source — the buyer expected cast and didn't get it.
**4. "Extruded can be polished to match cast's edge quality."** Mechanical polishing of extruded edges gets close but not identical to cast's laser-polished edge — and the polishing adds 15–25% to fabrication labor cost, often erasing the raw material savings. If you need display-grade edges, buy cast upfront. **5. "Cast acrylic holds thickness tolerance better because it's higher quality."** The opposite — cast's thickness tolerance (±10%) is looser than extruded's (±5%) because batch polymerization between glass plates produces more variation than continuous extrusion. Cast is superior on optical and fabrication properties but inferior on dimensional consistency. For comparisons with other transparent glazing options, see our guide on [polycarbonate vs acrylic](/guide/polycarbonate-vs-acrylic/) — the cast vs extruded decision is within the acrylic family, while polycarbonate vs acrylic is a higher-level material decision.
---
## Which Grade to Spec for Your Project {#which-to-spec}
For most premium custom display, signage, and retail fabrication work, specify cast acrylic as the default — particularly above 6mm thickness and anywhere the optical or laser-cut edge quality matters. The decision tree below covers where extruded is the correct call instead.
**Spec cast acrylic if:** the application has visible laser-cut edges, OR the thickness is 6mm or higher, OR the design requires solvent-bonded optical joints, OR the part will be thermoformed, OR the end-use environment exposes the acrylic to solvents or retail cleaners, OR the display positioning is premium and optical clarity drives perception. **Spec extruded acrylic if:** the thickness is 3mm or below, OR the part is internal/structural and won't be seen, OR precision thickness tolerance matters more than optical quality, OR the application is high-volume budget-sensitive and the viewing conditions don't reveal extruded's haze, OR the part will be painted, laminated, or vinyl-covered. **The 3–6mm band** is the judgment zone — evaluate by whether the specific application requires cast's fabrication properties, and default to cast when uncertain.
For any custom acrylic program above $5K order value, request MTRs (material test reports) from the supplier documenting the sheet grade, brand, and batch — premium work should source from Plaskolite, Evonik PLEXIGLAS, Mitsubishi Chemical, or equivalent brand-tier cast sheet. Our [supplier audit checklist guide](/guide/supplier-audit-checklist-acrylic/) covers how to verify raw material sourcing as part of factory qualification.
For custom acrylic projects at Wetop, cast is our default for all custom display, signage, and fabrication work above 3mm — we keep extruded in-stock for thin protective covers, internal structural parts, and specific tight-tolerance applications where extruded is the better spec. If your project brief isn't finalized and you want a second opinion on whether cast or extruded is right for your specific application, include that question when you send your RFQ. I review every quote personally and will tell you directly which grade fits your project — including cases where extruded saves you money without compromising the finished work.
For related guides, see our [how acrylic products are made](/guide/how-acrylic-products-are-made/) for broader manufacturing context, [UV printing on acrylic](/guide/uv-printing-on-acrylic/) for graphics application considerations (cast accepts UV printing with better adhesion than extruded), and [clear vs frosted vs colored acrylic](/guide/clear-vs-frosted-vs-colored-acrylic/) for finish decisions within the cast acrylic family.